
View Our Range






Food & Beverage Industry
Reliable Pumping Solutions for the Food and Beverage Industry by Crest Pumps

View Range
AM
Magnetically driven pumps are driven by two rotating magnets rather than being directly coupled to a motor. This eliminates the need for a mechanical seal and therefore making magnetic drive pumps sealless and leak proof.
View Range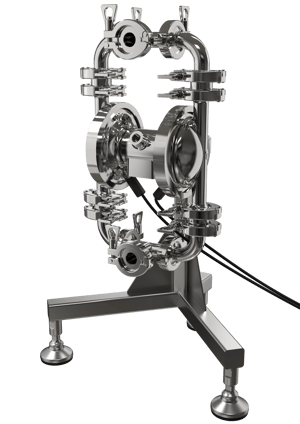
Read More
SANI-BOXER
The pumps of the SANIBOXER line are equipped with special fiber optic sensors to detect any damage to the diaphragms, resulting in fluid leaks. In the event of a malfunction, the sensors warn the operator and automatically stop the pump's work.
Read More
Read More
SURGE
The Surge range replaces the previous VSL range but with developments in the casing and impeller design, generating up to 30% greater performance whilst consuming less power. All Surge pumps feature a standard column length of 400mm.
Read More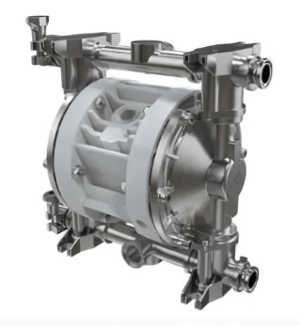
View Range
FoodBoxer
FDA compliant pumps for the food industry. These pumps are ATEX-IECx certified and built in AIS316/AIS316L. Suitable for handling fluids with high apparent viscosity and demanding applications.
View Range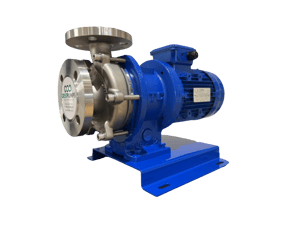
Read More
PTCXPUMP
316L Stainless Steel mag drive pumps with SiC internals. Suitable for both safe area and ATEX applications.
Read More
Read More
VPH
VALISI peristaltic hose pumps are ideal for transfering and dosing a wide range of fluids in different applications. They are sealless, as the hose contains the pumped liquid thus eliminating the possibility of fluid contamination.
Read More
Read More
VERTICAL
The Vertical range of stainless steel pumps is engineered for maximum efficiency when handling harsh, corrosive chemicals and solids up to 60% of the discharge port size—making them an excellent solution for wastewater sump emptying and other demanding applications.
Read MoreWhere can I use Crest Pumps?

Raw Material Transfer: Both the SR range and Debem AOD pumps are ideal for the safe, efficient movement of raw ingredients, even where solids or entrained air may be present. AODD pumps offer gentle handling with dry-run capability, great for sensitive food-grade materials.
Process (FDA Approved): For production stages requiring FDA compliance, Debem AODD, ASCO peristaltic and CUCCHI gear pumps provide hygienic, accurate fluid handling. Peristaltic and gear pumps excel in dosing and metering thicker or shear-sensitive products.
Process (Self-Certified): In applications where full FDA approval isn't required, both the SR ranges and PTCXPump mag drive pumps offer reliable, corrosion resistant transfer for cleaning fluids, additives, or CIP chemicals.
Dairy-Specific/Hygienic: Designed specifically for dairy and hygiene-critical environments, the Sani-Boxer AODD pumps feature quick-disassembly design and excellent cleanability. The SR range of pumps offer solid reliability for less sensitive fluid transfers within the same plant.
CIP Wash Down: Assoma's plastic mag drive range is well suited for clean-in-place (CIP) systems, with excellent chemical resistance to caustic cleaning agents like sodium hydroxide - ensuring safe and reliable sanitation cycles.
Viscous Media (Honey, Molasses: Both ASCO Peristaltic pumps and Cucchi Gear pumps are ideal for thick, sticky fluids that require controlled flow. Peristaltic pumps offer gentle, pulse-free delivery, while gear pumps provide precision metering for consistent dosing in production lines.
Effluent Treatment: For handling wastewater and by-product effluent, both Crest are SR vertical pumps offer corrosion-resistant, space-saving solutions. Ideal for sumps, bunds or treatment tanks where durability and reliability are key.
Case Study
AM Pump Series – Magnetic Drive Technology
The traditional British brewery Bowman Ales required an efficient pump minimising contamination risk during ingredient transfer.
Our AM Pump presented a leak-free design devoid of seals, which ensures their brewing process's integrity while vastly reducing maintenance requirements.

Certifications and Compliance
Crest Pumps maintains strict compliance to leading industry certifications verifying our commitment towards quality assurance in product output:

![]()

Why Crest Pumps for the Food and Beverage Industry?
TOUCH
Leak Free Technology
Leak Free Technology
Maintaining Hygiene and content integrity throughout the pumping process.
TOUCH
Performance
Performance
Crest Pumps achieve the highest performance levels in the market. Lower running costs and minimal maintenance.
TOUCH
Materials
Materials
The best materials for the job: corrosion-resistant materials like PVDF and polypropylene. Hygienic, safe and cost effective.
TOUCH
Right Pump for the Job
Right Pump for the Job
The Food and Beverage sector needs pumps that can handle high and low viscosity flow rates.





